









服务热线
137-1337-5955
13713375955
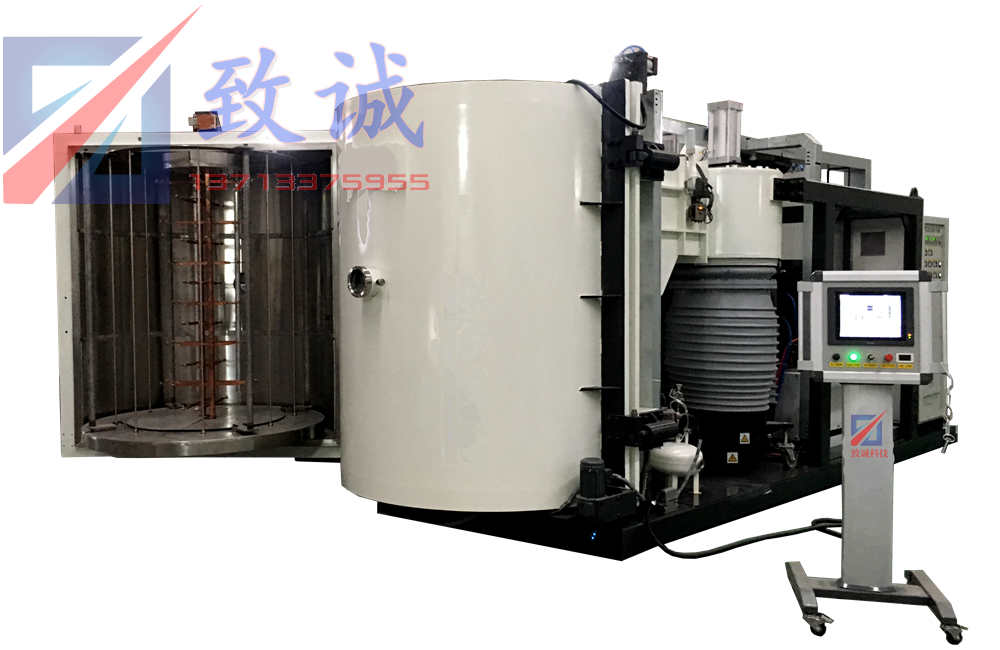
安装调试阶段是真空镀膜机检漏工作的主体。若设备焊缝的气密性已经通过加工阶段的检漏得以保证,那么在设备安装、调试过程中,检查、保证连接部位的密封性,是检漏工作的重点。包括各个管道、部件间的法兰连接和动密封件等重点可疑部位。若同时对焊缝和连接部位检漏,则检漏的工作量和难度都加大。大型、复杂真空设备最好采用分段检漏,每装上一个部件,便对其连接部位和焊缝进行一次检漏,达到要求后再装下一个部件。因为将所有部件全装配完后再检漏,不仅怀疑部位太多,还可能多个漏孔同时漏气,给总体检漏带来极大困难。
真空设备安装调试过程中的检漏步骤如下:
1、
了解待检设备的结构组成和装配过程。掌握设备的要求,查明需要进行检漏的重点可疑部位。
2、
根据所规定的最大允许漏率以及是否需要找漏孔的具体位置等要求,并从经济、快速、可靠等原则出发,正确选择好检漏方法或仪器,准备好检漏时所需的辅助设备后拟定切实可行的检漏程序。
3、
应对被检件进行好清洁工作,取出焊渣、油垢后再按真空卫生条件进行清洁处理,并予以烘干。对要求高的小型器件。清洁处理后可通过真空烘干箱进行烘烤,进行清洁处理后不但可以避免漏孔不被污物、油、有机溶液等堵塞,而且也保护了检漏仪器。
4、
对所选用的检漏方法和检漏设备进行检漏灵敏度的校准,并确定检漏系统的检漏时间。
5、
若采用真空检漏法时,为了提高仪器的灵敏度,应尽可能将被检件抽到较高真空。
6、
在允许的前提下,应尽可能优先应用较为经济和现场具备条件的检漏方法。
7、
采用氦质谱检漏设备检漏时,对于要求检漏不高的或有大漏产生的被检件时,在检漏初期应尽量用浓度较低的氦气进行检漏,然后再进行小漏孔的检漏,以节约氦气。
8、
对已检出的大漏孔及时进行修补堵塞后再进行小漏孔的检漏。
9、
对检出并修补的漏孔进行一次复查以确保检漏结果达到要求。
真空镀膜机捡漏环节,是从设计、制造、调试、使用等,各个环节都需要进行的步骤,确一不可。
 真空镀膜机镀制工件前后区别?
2023-03-11
真空镀膜机镀制工件前后区别?
2023-03-11
真空镀膜机广泛应用在各个行业当中,其中不乏机械、电子、五金、航空航天、医疗、化工等领域。
 真空镀膜机设计应该注意细节
2023-03-03
真空镀膜机设计应该注意细节
2023-03-03
为了保证真空镀膜机具有良好的密封性能,必须要在源头切断可能存在漏孔的原因
 真空镀膜机安装调试过程中的该如何检漏
2023-03-03
真空镀膜机安装调试过程中的该如何检漏
2023-03-03
真空镀膜机捡漏环节,是从设计、制造、调试、使用等,各个环节都需要进行的步骤,确一不可。
 真空镀膜机溅射溅射工艺介绍
2023-03-03
真空镀膜机溅射溅射工艺介绍
2023-03-03
用溅射法可以制备不能用蒸发工艺制备的高熔点、低蒸气压物质膜,便于制备化合物或合金的薄膜,真空镀膜机溅射溅射工艺主要用于溅射刻蚀和薄膜沉积两个方面。
 微信咨询
微信咨询Copyright © 2022 东莞市致诚科技有限公司 版权所有. 粤ICP备20043090号